
Effects of different helium cooling conditions on the structures of GH4169 alloy vacuum arc remelting ingots
2021-01-13 07:18:14
Baosteel Technical Research 2020年4期
Baowu Special Metallurgy Co.,Ltd.,Shanghai 200940,China
Abstract: The effects of different helium cooling conditions on the molten pool depth,dendrite structure,and micro-segregation of GH4169 alloy φ508 mm vacuum arc remelting (VAR) ingots were studied using an optical microscope and an electron probe.The results show that under different helium cooling conditions,the growth of columnar crystals in the VAR ingot is the same with a certain angle running from the edge to the center and the dendrites at the edges are relatively small whereas the dendrites near the center are large.As the helium cooling increased,the molten pool depth decreased from 137 mm to 120 mm.Observations of the microstructure showed that as the helium cooling increased,the secondary dendrite arm spacing (SDAS) decreased at the center and R/2 region.Also,the Laves phase content markedly decreased.Under the same helium cooling conditions,the SDAS and Laves phase content at the center were higher than that at the R/2 region.Thus,more intense helium cooling effectively reduced segregation in VAR ingots and improved the metallurgical quality.
Key words: helium cooling;GH4169 alloy;vacuum arc remelting
1 Introduction
Vacuum arc remelting (VAR) is a smelting process in which metal consumable electrodes are melted using a direct current (DC) arc in a vacuum (low pressure) environment and subsequently solidi-fied into ingots using a water-cooled copper crucible[1-2].In the VAR process,first,the liquid metal coalesces into droplets in a layer-by-layer fashion;then,they fall into a molten metal pool after passing through a high-temperature arc zone that is maintained at approximately 5 000 ℃;finally,they solidify from the bottom up.Because the entire smelting process is performed in a high vacuum environment,a series of metallurgical reactions occur in the high-temperature arc.These reactions deter-mine the effectiveness of the degassing process,deoxidizing process,and removal of volatile harmful impurities that have low melting points.This smelting technology is widely used to smelt special alloys such as superalloys,rare metals,and ultra-high strength steels[3-5].
Presently,the double vacuum smelting process (i.e.,vacuum induction melting and vacuum arc remelting) is commonly used globally to produce premium and high-purity superalloys.Furthermore,the tight specifications required for superalloys used in rotating parts,such as turbine disks,can only be met using the triple smelting process (i.e.,vacuum induction melting,protective atmosphere electroslag remelting,and vacuum arc remelting).As the final smelting process,the stability of the VAR process directly determines the final metallurgical quality of alloy ingots.The melting rate,arc length,and helium cooling are three critical control parameters in the VAR process.The melting rate is mainly determined by the heat input (power),which directly affects the molten pool depth.An excessively high or low melting rate is detrimental to the metallurgical quality of the final ingot.The arc length,which is the distance between the electrode bottom end and the molten pool,is mainly controlled by the dripshort time or dripshort frequency and affects the stability of the VAR process.For melting superalloy VAR ingots,a short arc control measuring 6-9 mm is typically used.Helium cooling mainly affects the heat output of the smelting process and strongly influences the depth of the molten pool and micro-segregation of the ingot.Both these factors directly affect the metallurgical quality of the alloy.The formation of VAR ingots that have good metal-lurgical qualities depends on the stability of the entire VAR process and requires coordination and optimization of the aforementioned three param-eters.Therefore,studying the influence of these three parameters on the structures of ingots has an important engineering significance.Considerable research efforts have been devoted by scientists and engineers to understand the effects of melting rate and arc length in the VAR process[6-8].However,there are currently few reports on the influence of helium cooling intensity on consumable smelting.
GH4169,also known as In718,is one of the widely used superalloys.A popular VAR ingot size has a diameter of 508 mm.Because of the high content (>6.3%) of easily segregative elements (Nb+Ti),the VAR process window is extremely narrow,and freckle defects or inclusions form easily if the process is unstable.Therefore,in this paper,VAR ingots having a diameter of 508 mm are mainly investigated.By studying these ingots,we examine the influence of three different helium cooling rates on the macro- and microstructures of the VAR ingots to determine the optimal helium cooling control window.The results will contribute toward the mass production of GH4169 and other superalloys.
2 Materials and methods
The induction electrodes were smelted and cast in a 12-t ALD VIM furnace from Baowu Special Metallurgy Co.,Ltd..The chemical composition of the electrodes is shown in Table 1.The electrodes were remelted in an 8-t ALD VAR furnace.Using the same melting rate and dripshort frequency,GH4169 alloy VAR ingots of 508 mm were smelted with low,medium,and high helium cooling intensities.
From the top of the VAR ingot,a 500 mm×500 mm×25 mm sample was cut along the axial direction through the center and then ground and polished on a grinder.The polished samples were etched in a mixed solution of CuSO4(150 g),H2SO4(35 mL),and HCl (500 mL).The macro morphology was observed,and the morphology curves of the molten pool were delineated.Some samples were cut at the center,R/2,and bottom edge for microstructural analysis.After sample preparation,the samples were etched in a mixed solution of CuCl2(5 g),CH2COOH (100 mL),and HCl (100 mL).The microstructures were then ana-lyzed using an Olympus GX71 optical microscope and a Shimadzu EPMA1720 electron probe.

Table 1 Composition of GH4169 alloy %
3 Experiment results and analysis
3.1 Macrostructures of GH4169 VAR ingots
Fig.1 shows the macrostructures of the VAR ingots formed under different helium cooling conditions.No macro-metallurgical defects,such as freckles or white spots,were found.The images show that the ingots had a typical columnar crystal structure and dendrites grew obliquely from the edge of the ingot toward the center.The dendrite morphology appeared to become larger from the edge toward the center.According to the research of HU[9],primary dendrite arm spacing is described by the equation:
(1)
where,D1is the primary dendrite arm spacing,mm;DLis the diffusion coefficient of the solute element in liquid phase,mm2/s;Γis the surface tension coefficient;Lis the system length,m;GLis the thermal gradient,K/m;vis the growth rate of dendrites,mm/s;andris the curvature radius of primary dendrite end,mm.
It can be seen from Equation (1) that the square of the primary dendrite arm spacing is inversely proportional to the thermal gradient.Because the edge area of the ingots was close to the crucible,the cooling rate was the fastest in this region,which led to preferential nucleation and growth of columnar crystals,thus resulting in a fine dendritic structure.Close to the center,the cooling rate was the slowest and the dendrites were large.
In addition,a columnar crystal structure was found in the ingots formed under medium and high helium cooling conditions.Under low intensity helium cooling,some equiaxed crystal structures were found at the center of the ingots;this was because compared with other areas the cooling rate at the central region was the slowest under low helium cooling conditions.After a certain period of cooling,a wide solidification zone formed.This was followed by a constitutional supercooling zone in the liquid.New crystal nuclei appeared in the liquid in front of the solidification interface.As it grew,the solidification mode of the casting changed from exogenous growth of columnar crystals to endogenous growth of equiaxed dendrites;thus,an equiaxed crystal area formed in the center region.
A higher helium cooling intensity caused the VAR ingot molten pool to become shallower.Under low,medium,and high helium cooling conditions,the molten pool depths were 137,125,and 120 mm,respec-tively.The larger the angle between the geometric centerline of the ingot (black dotted line) and intersection of the dendrite growth direction (blue dotted line),the greater the degree of asymmetry.The symmetry of the molten pool was good under the three helium cooling conditions.
3.2 Microstructures of GH4169 VAR ingots
The dendrite morphologies of different helium cooling ingots are shown in Fig.2,and the data of the secondary dendrite arm spacing (SDAS) in the corresponding regions are listed in Table 2.The graph shows that under the same cooling conditions,the SDAS atR/2 was smaller than that at the center.As the helium cooling intensity increased,the SDAS markedly decreased.
Helium cooling mainly affects the local solidifi-cation time of an ingot structure by changing the temperature gradient;thus,it affects the microstructure of a VAR ingot.As the helium cooling intensity was increased,the temperature gradient in the ingot stru-cture increased,and the local solidification time de-creased.According to the calculation formula of SDAS(λsecondary)[10-11],as shown in Equation (2),SDAS is inversely proportional to the exponent of the thermal gradient.In the VAR smelting process,increasing the helium cooling intensity caused the overall thermal gradient to increase during the solidification process,and the dendrite size of the same area was markedly reduced.Thus,the cooling effect and thermal gradient atR/2 were greater than those at the center.Also,the dendrite size atR/2 was smaller than that at the center.
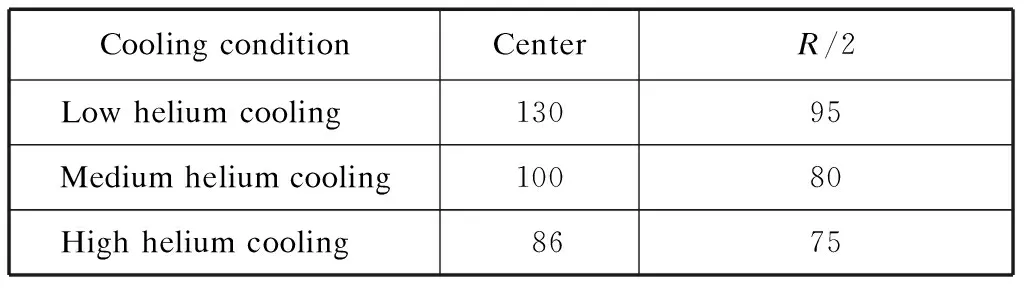
Table 2 The data of SDAS of GH4169 alloy VAR ingots μm
(2)
where,Cis a constant determined by alloy composi-tion;Ris the growth rate,m/s;andρis a coefficient.
As an important parameter characterizing the dendrite morphology,SDAS directly affects micro-segregation and distribution of precipitated phase and microporosity in the ingot.When studying the structure of large-size VAR ingots,we found signif-icant positive correlation between the size of SDAS and microporosity and size of the pores.Therefore,in VAR processes,metallurgists seek to find the smallest possible SDAS by adjusting and optimizing processing parameters,such as the melting rate and helium cooling condition.However,in practical engineering production,a global consideration of the ingot size,production efficiency,and other factors means that a moderate SDAS value may be acceptable if there are no macro-metallurgical defects.
3.3 Micro-segregation of GH4169 VAR ingots
The EPMA electron probe was utilized to analyze the content of precipitates in different positions of the ingots under different rates of helium cooling.Laves phase is a detrimental phase precipitated during the solidification of GH4169 alloy.Its com-position is (Ni,Fe,Cr)2Nb,and its dissolution temperature is approximately 1 160 ℃[12].In this analysis,the contents of Ni and Nb in a specific area were analyzed,and then,professional software was used to calculate the Laves phase distribution and proportion according to the element content.
It can be seen from Fig.3 that with an increase in helium cooling,the Laves phase content in the central area decreased from 2.8% to 1.8%,and the Laves phase content in theR/2 area decreased from 1.7% to 1.1%.Under the same helium cooling conditions,the Laves phase content at the center was higher than that atR/2.Fig.4 shows the distribution of the Laves phase;in Fig.4,the matrix is dark blue,and the Laves phase is light blue.
The content of the Laves phase reflects the degree of segregation in the ingot,which has a great influence on the thermoplasticity and other material properties.In actual production,the Laves phase is eliminated mainly through the homogenization process.Studies have shown that the effects of the homogenization treatment process (soaking time) mainly depend on the segregation degree of the ingot,and if the VAR smelting cooling is reduced or the heat input is high,segregation of the ingot increases.A heavy segregation cannot be completely eliminated,and the ingot can only be scrapped if freckling occurs.Therefore,utilizing the highest possible helium cooling conditions might reduce the segregation of ingots and greatly reduce the probability of freckle defects occurring.
4 Discussion
The GH4169 alloy has the highest Nb content among all nickel-based alloys (more than 5.3%).This makes it a highly segregated alloy.In actual engineering production processes,an excessively high melting rate,insufficient cooling intensity,or melting rate fluctuation can easily cause micro-segregation and freckle defects,which majorly affect the alloy yield rate.
The formation of freckle defects is closely related to the solidification and segregation behavior of Nb in the alloy.Because Nb is a positive segregation element,during the solidification process,when dendrites grow in the two-phase zone,Nb is discharged into the residual melt between the dendrites.The density of the melt that is enriched with Nb is higher than that of normal melt,and it has a tendency to sink;however,the enriched Nb melt is divided by primary and secondary dendrites and is in a metastable state.As the temperature gradient decreases,the solidification rate slows down and reaches a certain critical value.The residual melt breaks through the secondary dendrites and converges into a large volume of liquid flow.If it is blocked by dendrites again,it will solidify and form freckle defects.
In view of the above situation,the new VAR furnaces should be designed with helium cooling technology.In other words,helium should be introduced into the gap between the ingot and the copper crucible to accelerate the internal heat dissipation of the ingot.Our study reveals that increasing the intensity of helium cooling can make the VAR ingot melt pool shallower,the SDAS smaller,and the Laves phase content lower.Thus,helium cooling can greatly reduce the segregation tendency of the alloy.In addition,as the cooling intensity increases,the SDAS decreases,and the high-density melt that concentrates inside dendrites cannot easily break through secondary dendrites;this reduces the probability of freckle defects.Therefore,increasing the intensity of helium cooling can effectively reduce segregation of the ingots and improve the metallurgical quality of consumable ingots.Thus,it lays the foundation for smelting of large ingots (φ610 mm and above).
In actual production,it has been found that when the intensity of helium gas is increased to a certain value,the gas breaks through the molten pool and disturbs the molten pool,which is detrimental to the metallurgical quality of the ingots.Helium gas breaks through the molten pool and enters the arc zone,which causes the arc to become unstable and undergo edge arcing.Helium breaking through the molten pool will also scour the ingot crown and reduce the crown adhesion force,which may cause the ingot crown to drop into the melt pool.Hence,an excessively high helium cooling intensity might increase the probability of white spot defects.Therefore,it is advisable to use the highest possible helium cooling intensity that maintains the stability of the molten pool.
5 Conclusions
(1) The macrostructures of GH4169 VAR ingots formed under different helium cooling conditions had a typical columnar crystal morphology with fine dendrites at their edges.The closer to the center of the ingots,the coarser the dendritic structure.As the helium cooling intensity increased,the depth of the molten pool became shallower.
(2) A higher helium cooling intensity markedly reduced the SDAS at the center andR/2,and the content of the Laves phase also decreased.Under the same cooling conditions,the SDAS at the center was greater than that atR/2,and the Laves phase content followed the same trend.
(3) Increasing the helium cooling intensity will effectively reduce ingot segregation and greatly reduce the probability of freckle defects.
 Baosteel Technical Research2020年4期
Baosteel Technical Research2020年4期
- Baosteel Technical Research的其它文章
- Contributions to Baosteel Technical Research wanted
- Solute redistribution and macrosegregation in continuous casting slab of carbon steel during solidification process
- Deformation behavior of 9Cr-3W-3Co martensitic heat-resistant steel
- Microstructure and mechanical properties of low-carbon Q & P steel pretreated with intercritical annealing
- Application and comparison of different anisotropic yield criteria in the formability analysis of aluminum sheet
- Total contents of Vol.14, 2020