
Solute redistribution and macrosegregation in continuous casting slab of carbon steel during solidification process
2021-01-13 09:20:34,
Baosteel Technical Research 2020年4期
,
Research Institute,Baoshan Iron & Steel Co.,Ltd.,Shanghai 201999,China
Abstract: Based on the modified Scheil model of solute redistribution,the effects of solidification rate,molten steel flow,and alloy composition on solute macrosegregation during the solidification of carbon steel continuous casting billet are calculated and analyzed.The formation mechanism of “white band” segregation under the condition of electromagnetic stirring is also involved,and some practical countermeasures to restrain the central segregation are suggested.The results show that the modified Scheil model can be applied to predict and analyze the macrosegregation of casting slab effectively.The ratio vx/R of the flow velocity of molten steel to solidification rate has decisive formations of segregation such as linear,V,and “white band” types.It is an effective way to select sufficient terminal cooling and reasonable electromagnetic stirring in order to decrease macrosegregation in the slab.The concept of the characteristic distance of solute enrichment layer can drastically simplify the calculation of solute redistribution at the solid/liquid interface of various elements in carbon steel.
Key words: central segregation; solute redistribution; Scheil model; continuous casting
1 Introduction
In the continuous casting of carbon steel,the phenom-enon of uneven distribution of chemical composi-tion on the cross section of the slab due to the different solubilities of the solute elements in the solid and liquid phases is known as composi-tion segregation.Generally,the microsegregation between dendrites (micrometer scale) in the solidi-fication microstructure of steel castings can be eliminated by conducting a long-term high-tem-perature heat treatment,whereas the macro-segregation distributed on the whole section of con-tinuous casting slab is difficult to ease even after full deformation and heat treatment.Macroseg-regation can significantly reduce the uniformity of mechanical properties and corrosion resistance of cast steel products.Moreover,together with the accompanying defects such as MnS inclusion precipitation and central crack,macrosegregation seriously affects not only the casting quality,but also the subsequent processing and service perfor-mance of steel.According to the different distri-bution patterns,macrosegregation in casting slab can be categorized into central linear,V,and U types,etc.
The composition segregation is usually studied from the aspect of the solute redistribution during the solidification process of an alloy.Typical researches include the lever model of equilibrium solidification[1];Scheil model of liquid-phase full diffusion and solid-phase nondiffusion[2];Brody-Flemings (BF) model of liquid-phase full dif-fusion,solid-phase finite diffusion,and parabolic dendrite growth[3- 4];and Clyne-Kurz model of im-proving the solid-phase diffusion parameters in BF model[5].These studies have laid a theoretical foundation of quantitative analysis of micro- or macro-segregation.With the development of computer technology,the numerical simulation method is often used to analyze the influences of the solidi-fication parameter,multiphase flow,or inclusion precipitation on segregation[6-8].
Based on the modified Scheil model,this paper theoretically calculates and analyzes the influences of solidification parameters,molten steel flow,and alloy composition on the macrosegregation of car-bon steel during a continuous casting process,dis-cusses the formation mechanism of the recurrent “white band” segregation under the condition of electro-magnetic stirring,and determines the practical countermeasures to restrain the central segregation of carbon steel casting slabs.
2 Segregation model
The solidification structure on the cross section of a continuous casting slab is divided into three parts:the outer chilling zone,the columnar crystal zone,and the central equiaxed crystal zone.The micro-structure of the outer chilling zone,formed by the rapid solidification of molten steel in the melt pool by cooling effect of the mold,consists of fine equiaxed crystals.The thickness of the crystal zone is only a few millimeters or less,at times not even observed under the microscope.The central equiaxed crystal zone,closely related to defects such as central segregation,inclusion,and porosity,accounts for 20%-40% of the whole billet sec-tion.Increasing the equiaxed crystal area ratio and reducing central segregation are important goals of continuous casting technology.
In equilibrium solidification theory,the solute is fully diffused and completely homogenized in either liquid or solid phase.The lever model for solute redistribution can be obtained by the law of solute conservation:
wL=w0[1-(1-k0)fs]-1
(1)
where,wLis the mass fraction of solute in the liquid phase in front of the solid/liquid (S/L) interface;w0is the original mass fraction of solute in the steel melt;k0is the equilibrium distribution coefficient of solute,k0=wS/wL,in whichwSis the mass fraction of solute in the solid phase;andfSis the volume fraction of solid phase.In this paper,fSrepresents the relative position of the solidification interface of the continuous casting slab,i.e.the proceeding solidification.Where at the surface of the slab,fS=0;and at the center of the slab,fS=1.
However,as we know,practical continuous cast-ing is a non-equilibrium solidification process,different from the process described by the lever model.Therefore,assuming that there is no dif-fusion in the solid phase and the liquid phase is fully mixed,a Scheil model for solute redistribution is obtained:
wL=w0(1-fs)(k0-1)
(2)
The Scheil model can effectively explain the solute redistribution in non-equilibrium solidifica-tion steady diffusion condition,but it cannot be calculated whenfstends toward 1 at the end of solidification.For this reason,a modified Scheil model[7-8]is proposed:
(3)
β=(ρS-ρL)/ρS
where,βis the solidification shrinkage ratio;ρSis solid density;ρLis liquid density;vxis local liquid steel flow velocity inx-direction ahead of solidifi-cation interface;andRis solidification rate,as shown in Fig.1.Whenβandvxare 0,i.e.,without con-sidering solidification shrinkage and liquid flow,Equation (3) is naturally simplified to Equation (2).
3 Influence factors
3.1 Solidification rate
During the solidification process of continuous casting slab,the solidification rate varies.As the surface layer of the slab is cooled by the mold or secondary water spray,the rate is higher;when the central part is finally solidified,the rate is lower[8].Ris represented by Equation (4):
(4)
where,VCis the billet withdrawal speed or casting velocity.
By Equation (4),the change ofRwithfSunderVCis shown in Fig.2.On the whole,with con-tinuous solidification of the slab,that is,withfSincreasing,Rgradually decreases in an S-shaped curve.The solidification rate of the surface layer is the highest atR=VC,and the solidification rate of the central part is the lowest atR= 0.In the case ofVC=1 m/min andvx=0.001 m/s,the change ofvx/RwithfSis shown in Fig.3.At the end of solidification,thevx/Rvalue increases sharply,which will greatly raise the solute content in the center of the slab.So,central linear segregation is formed.
Therefore,the selection of sufficient secondary cooling strength,especially the cooling strength at the end of solidification,will play a positive role in increasing the final solidification rate,reducing thevx/Rvalue,and inhibiting the central segregation.In the later stage of slab solidification,if the remaining liquid flow velocity in front of the S/L interface is high,more attention must be paid to the end cooling.
3.2 Liquid-phase flow
Taking steel No.20 as an example,we assumew0=0.2%,k0=0.19,β=0,VC=0.8 m/min,vx=0- 0.001 m/s.According to Equation (3),the carbon content distribution in the solid phase is calculated,as shown in Fig.4.
It can be seen from Fig.4 that,regardless of the feeding effect of molten steel flow,i.e.,vx=0,carbon element will concentrate on the finally solidified center of the billet and therefore generate the center linear segregation,which is the result of the influences on the solute redistribution process of the reduction of the central solidification rate of the billet,and the stagnation of the unsolidified molten steel flow caused by the crystallization bridging,etc.;while in the presence of liquid-phase flow,carbon element is distributed near the billet center and there is a “convex peak” of solute local enrich-ment.Moreover,the larger the flow velocityvxis,the farther the segregation convex peak is from the center of slab,as shown in the two dashed lines ofvx=0.000 1 m/s and 0.001 m/s in Fig.4.The prac-tical casting factors such as too deep impingement of molten steel stream in the mold,too high intensity of electromagnetic stirring,even the bulging of slab and the soft reduction with liquid core will have a very complex effect on the flow state of the residual molten steel which is not completely solidified in the slab.Therefore,if the value ofvx/R,in another word,the relative flow velocity of molten steel in front of the interface,at early solidification is greater than that at later solidification,V type central segregation will form on the section of the slab.
3.3 Alloying element
According to the equilibrium phase diagram of Fe-C alloy,for the carbon steel in which 0.09% Table 1 Redistribution coefficients of solutes in the peritec-tic reaction of steel To quantitatively analyze the distribution of alloy content in the cross section of slab,we adopt that the solute concentration in the liquid phasewLin Equation (3) equals the solute mass fraction at the characteristic distance (thickness of solute diffusion boundary layer)δN=DL/Rof the solute enrichment zone ahead of the equilibrium solidification interface.The value (wL-w0) at this position is also equal to 1/e of the maximum solute enrichment value (w0/k0-w0) in liquid phase in front of S/L interface,that is,wL=(w0/k0-w0)/e+w0,where e is the natural constant.Therefore,for medium car-bon steel,the highest carbon concentration in the residual liquid phase of a peritectic reaction iswL=(0.53%/0.19-0.53%)/2.718+0.53%=1.36%.Specifically,wLis at first calculated according tokδ/L=0.19 for the initial L→δ phase transition,which increases continuously with the increase offS.WhenwL=1.36%,due to the peritectic reaction thewLvalue is recalculated according tokγ/L=0.34 for L→γ phase transition,allowing the distribution of carbon concentration in the liquid phase after the peritectic phase transition to be obtained.Similarly,based on the change of carbon content caused by the peritectic reaction,the content distributions of Si,Mn,P,S,and other elements in the liquid phase can be calculated.Finally,because the product of the peritectic reaction is austenite,according to the results of solute distribution in the liquid phase,the solute content in the solid (austenite) phase can be determined. In case of 0.18C-0.35Si-0.60Mn-0.02P-0.015S steel,the calculated solute distributions in the liquid and solid phases are shown in Figs.5 and 6,which are similar to the results of the “Virtual initial composi-tion” method used in references[11-12]. In electromagnetic stirring,if stirring parameters are not matched with the continuous casting system properly,a “white band” segregation defect will often appear in the billet section,which is essentially a negative segregation band dominated by carbon.There are two main proposals regarding the formation mechanism of “white band” segre-gation[13].(1) In the scouring mechanism of solutes,proposed by BRIDGE et al.[14],the “white band” is caused by rinsing or flushing in the mushy zone of the forced flow of molten steel,the enriched solute atom between dendrites is displaced,thus forming a negative segregation zone.(2) In the sudden change mechanism of solidification velocity,proposed by KOR[15],the “white band” is caused by the sudden change of solidification speed,decreased by 50% at the beginning of stirring and increased by 25% at the end of stirring.In general,the change of flow velocity or solidification rate affects the solute redistribution essentially through the change ofvx/Rvalue. During the calculation,it is assumed thatVC=1 m/min,w0=0.2%,andk0=0.19,the solidification rate changes according to the law presented in Equation (4),andvxis 0.01 m/s (to simulate the local molten steel flow caused by electromagnetic stirring) at the position offS=0.9.As previously mentioned,the segregation ratio (wS/w0) of continuous casting slab increases with the increase of solidification processfS,which will form the central positive segregation at the end of solidification.Under electromagnetic stirring,how-ever,especially at the end of solidification which corresponds to the stirring position (fS=0.9),because the electromagnetic stirring force produces excessive local liquid flow,the solute-concentrated liquid phase in front of the S/L interface is diluted by the scouring mechanism,causing the segregation ratio to decrease rapidly.As shown in Fig.7,there is a “concave valley” near the center of the calcu-lated distribution curve of the carbon segregation ratio,which means that the carbon element at this position is in a negative segregation state,thus forming the “white band” segregation along the longitudinal direction of the slab.Therefore,it is very important to choose reasonable electromagnetic stirring parameters,including the magnetic field intensity,stirrer installation position,and stirring zone length,to avoid the formation of the “white band” segregation. Above are the theoretical calculations and analyses on the macroscopic segregation of con-tinuous casting slab from the principle of solute redistribution.In practice,the segregation of the slab is not only related to the speed of drawing,cooling strength,and electromagnetic stirring,but also to the casting specification,superheating,etc.The influence of all these factors on the macrosegregation may be attributed to the influence on local solidification and liquid flow velocities,and hence on the solute redistri-bution process at the solidification interface.Combined with the results of this study,we can realize that timely,accurate and reasonable control of the solidifi-cation process is a fundamental way to reduce or eliminate macrosegregation defects of the continuous casting slab. (1) The modified Scheil model can be effec-tively applied to the prediction and analysis of the macrosegregation of a continuous casting slab. (2) The larger the ratiovx/Rof molten steel flow velocity to solidification rate in front of the solidification interface,the more serious the linear segregation in the center of the slab.Sufficient secondary cooling strength,especially at the solidi-fication end,can restrain central linear segregation effectively. (3) When the intensity of electromagnetic stirring in the secondary cooling zone is too high or the impact of molten steel flow stream in the mold is too deep,thevx/Rvalue of early solidification is larger than that of later solidification,and V type segregation is easy to form in the cross section of the slab. (4) Using the characteristic distance of the solute enrichment layer,the segregation distribution of solute elements in the liquid and solid phases of 0.18C-0.35Si-0.60Mn-0.02P-0.015S steel is success-fully calculated. (5) The excessive velocity of local molten steel flow caused by electromagnetic stirring is the underlying cause of the “white band” segregation.It is very important to choose reasonable intensity,location,and length of electromagnetic stirring to prevent this segregation.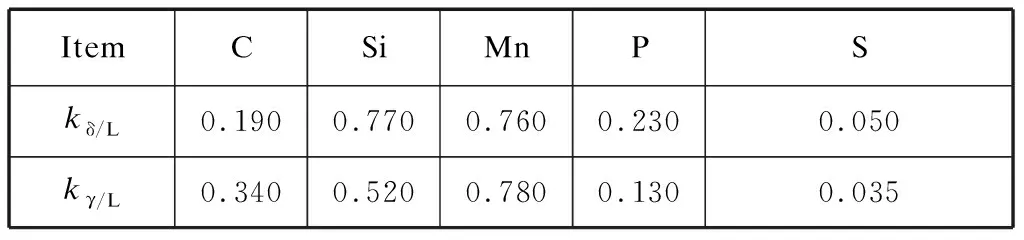
4 “White band” segregation
5 Conclusions
 Baosteel Technical Research2020年4期
Baosteel Technical Research2020年4期
- Baosteel Technical Research的其它文章
- Contributions to Baosteel Technical Research wanted
- Deformation behavior of 9Cr-3W-3Co martensitic heat-resistant steel
- Effects of different helium cooling conditions on the structures of GH4169 alloy vacuum arc remelting ingots
- Microstructure and mechanical properties of low-carbon Q & P steel pretreated with intercritical annealing
- Application and comparison of different anisotropic yield criteria in the formability analysis of aluminum sheet
- Total contents of Vol.14, 2020